







Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

Nanjing Aolian Automotive Electronics Co., Ltd. (hereinafter referred to as Aolian) is a state-level high-tech enterprise that develops, designs, manufactures and sells automotive electronic and electrical components. The company is committed to providing quality automotive components such as electronic accelerator pedals, electronic throttles, shifters, and air conditioner controllers for vehicle manufacturers (home passenger cars, heavy trucks, hybrid vehicles, etc.).
This article refers to the address: http://
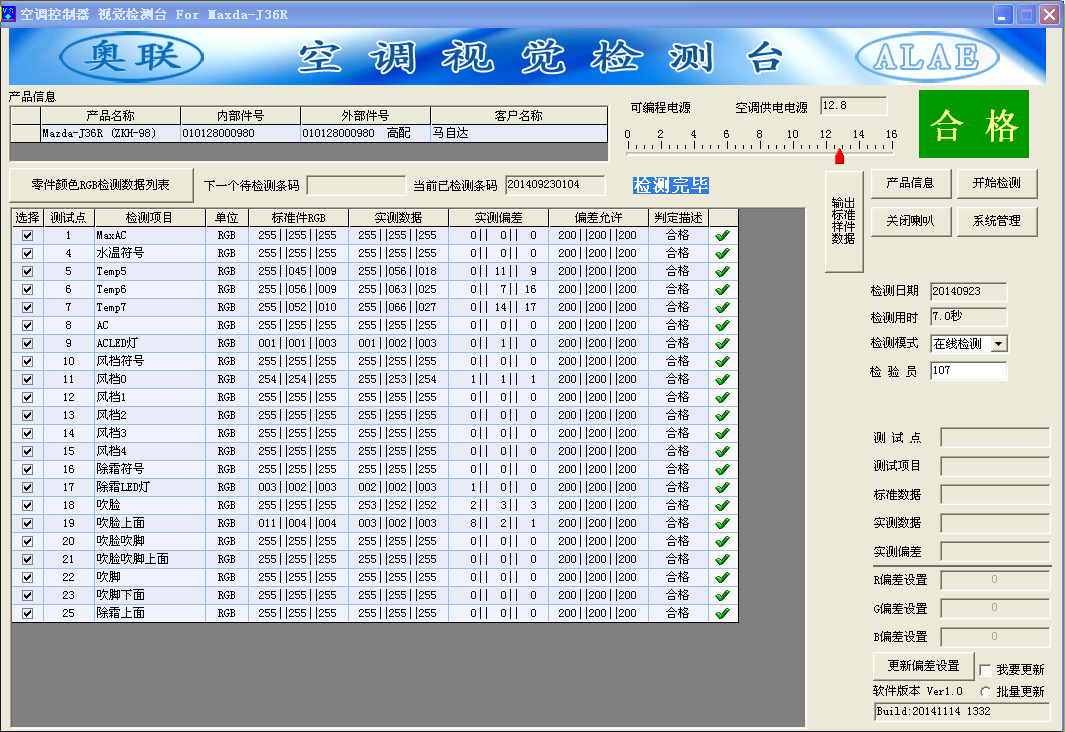
In accordance with standard specifications, in order to ensure product quality, Austrian companies need to accurately identify and detect the LED button lights and RGB colors on the auto parts they produce.
For example, the automotive air conditioning panel integrates multiple LED button lights that represent different functions, and the colors are different. Whether the button light can work normally according to the specified color is directly related to the driver's judgment on the running state of the car air conditioner. Therefore, the main focus of the detection of automotive air-conditioning panels is the LED button lights.
In the past, Austrian company's production inspection of LED button lights was a station, requiring three operators to perform assembly and inspection tests. First, the first operator assembles the product and then places it in a fixed position; the second operator detects whether the surface button of the product is correct; then the third operator turns the electrical box on and visually detects the color of the LED light. Is there a difference (the color value cannot be judged) and whether the brightness of each LED is balanced.
The difficulty of this station is: When the product is energized to detect the brightness and RGB value of the LED, the manual detection is easy to make the eyes fatigue, and the employee cannot accurately identify, which leads to misjudgment, resulting in a high product failure rate. Therefore, when detecting the color of the LED lamp, it is preferable to perform the wavelength test, or to measure according to the 24-bit code of each pixel of RGB, and to give tolerance according to experience.
The 24-bit encoded RGB value per pixel uses three 8-bit unsigned integers (0-255) to represent the intensities of red, green, and blue. This is the current mainstream standard representation for universal color exchange in image file formats such as true color, JPEG and TIFF. It can produce 16 million color combinations, which greatly exceeds the ability of the human eye to distinguish.
Using 8-bit full-range RGB per primary color, there can be 256 levels of white, gray, black shade, 255 levels of red, green, blue (and their equal mix), but other hue There are fewer changes in depth. Due to the Gamma correction, the 256 level does not indicate the intensity of the equally spaced, so it is very difficult to distinguish the RGB colors.
This manual detection method has a great drawback, that is, it cannot communicate with the host computer and the PLC, and is not connected to the database, which results in extremely low detection efficiency and greatly improved false detection rate. Therefore, the company decided to carry out technological transformation and introduce advanced visual technology to improve the level of automated production.
At this time, a system integrator in Nanjing recommended Cognex's In-Sight vision system to Austrian. The company has found that the In-Sight vision system has the advantages of powerful positioning tools, unique color recognition and pattern matching technology, as long as the products being tested are flexible in their field of view. The In-Sight vision system is in line with the technical changes required by the company, so the In-Sight vision system was preferred when the project started.
The In-Sight vision system needs to send the special result values of some previously defined areas to the receiving software on the client PC through the Ethernet TCO/IP protocol, and then process them. Since the purpose of the detection is to optically analyze the color of the lamp, it is necessary to measure the RGB value of the color, so it is necessary to eliminate the interference of the external light on the detection, the weak light of the product, etc., so the detection is required to be performed in the dark box (as shown in Fig. 1). .
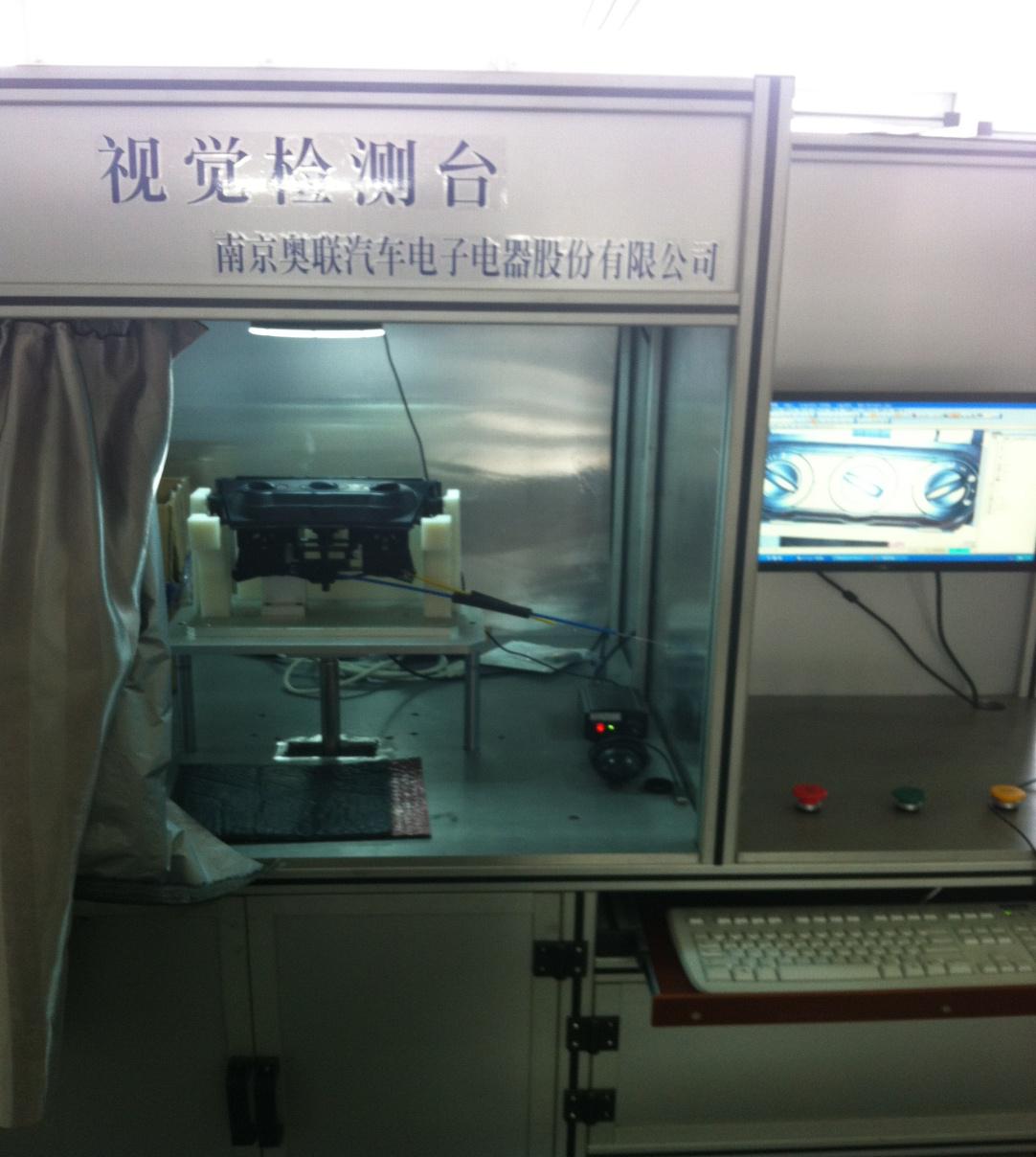
figure 1
The operating procedures of the In-Sight vision system and equipment workbench are as follows: the system is powered on, ready to be OK, the system starts to detect, the product is placed in the tooling position and fixed, and the camera is given a camera signal (IO or Ethernet communication trigger can be), vision system Start detection; the vision system processes the detected RGB value data, sends it to the receiving end to determine whether it is within the tolerance range; sends O to the OK signal, and sends the data to the host computer for the next detection; if sending N to NG The signal is also sent to the host computer for processing, and then waits for the next test.
The main inspection tools and communication demonstrations used by the In-Sight vision system are as follows.
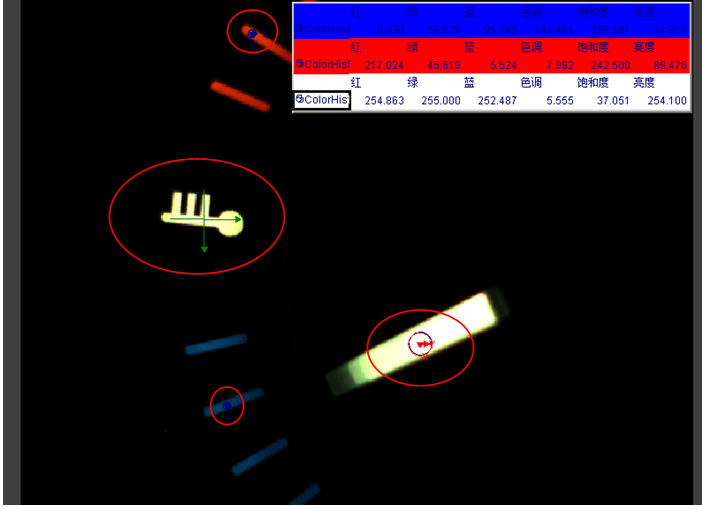
figure 2
First use the PatMax tool to search for a reliable pattern as a locator, with the pattern of the larger red circle in Figure 2 as the locator (with a cross mark), and then when the product position changes, other tools for inspection and acceptance are tracked by the locator. The pattern moves without finding the area to detect.
In Figure 2, there will be a smaller blue circle in the small red circle. This is a detection tool for different color areas. They will track the positioner together in the pattern and always detect the defined color area. As long as you are within the field of view, you can change the product position at will.
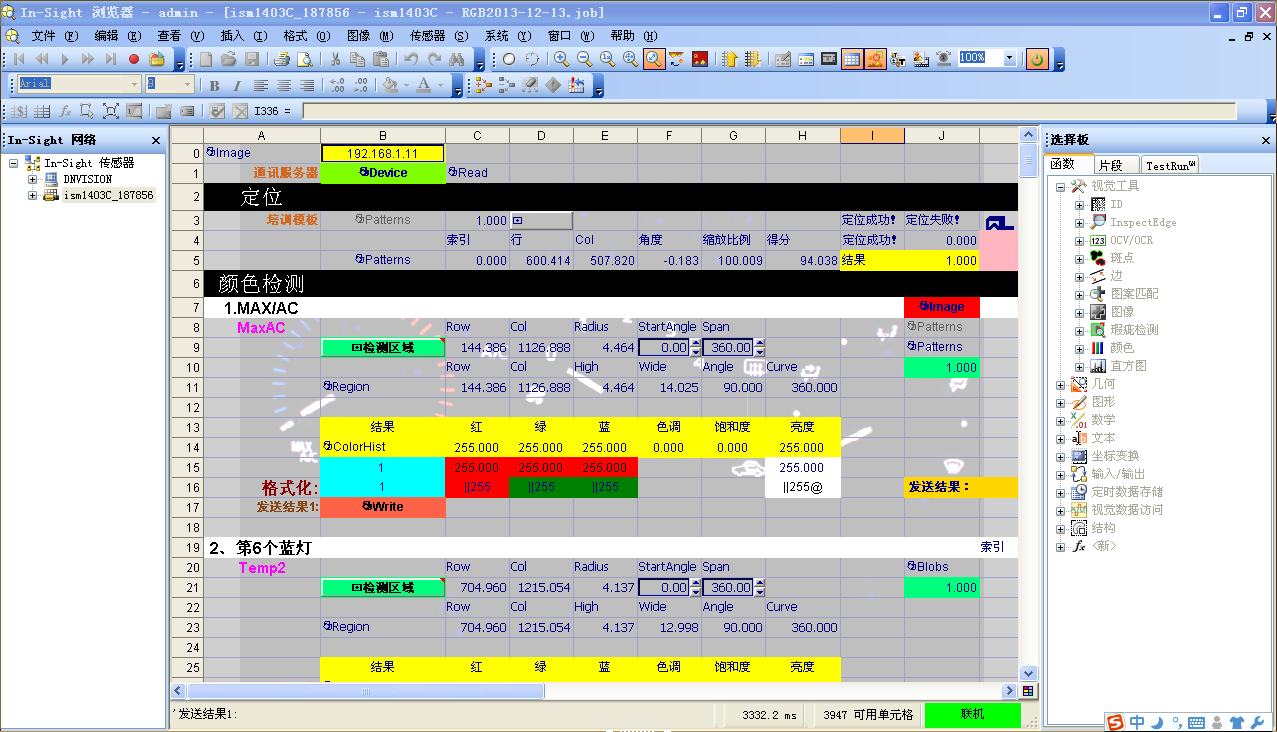
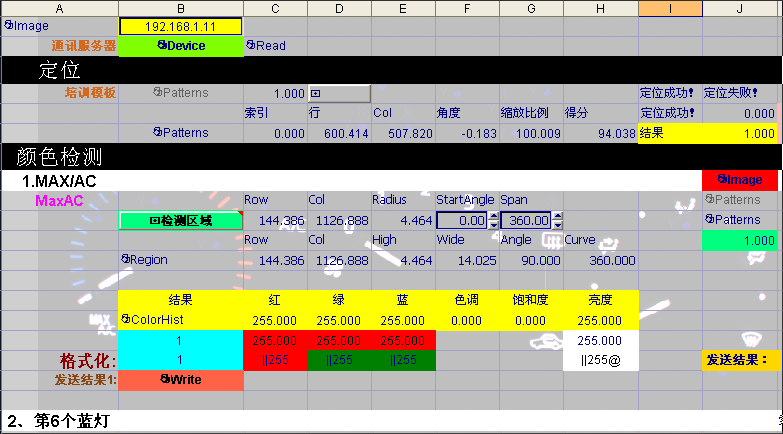
Communication demonstration step: After the detection is completed, the detection number of each detection area is sent to the upper computer through Ethernet communication; the first step is to establish a server in the software, In-Sight vision software-selection board-input-output-network-TCP Device; the second step is to set the server parameters; the third step is to send the data command; the fourth step is to send the data settings. The data can be sent through the above steps.
The difficulty of the above detection is that there is no standard defined color scale value when testing the color RGB value, so the engineer uses a white paper to adjust the white balance of the camera before color detection. This method is helpful for color detection; In addition, by selecting the color in the drawing tool (both colors with standard RGB values), and then using the camera simulation, the RGB values after image analysis are consistent with the theoretical values, the calibration can be achieved; the In-Sight vision system can be accurate. The value of the color extracted in the drawing tool is detected, and it is judged whether the value of the camera detection result matches the value in the drawing tool.
Since the adoption of the In-Sight vision system, the company has successfully solved many difficult detection problems of the LED button lights of automotive air-conditioning panels. The In-Sight vision system provides the best RGB value detection tool, capable of handling the small LED light colors on each component and flexible switching procedures to meet different inspection requirements, while the smart camera can also be easily compared with common PLCs. integrated.
“We used the In-Sight vision system on the equipment platform, and the In-Sight vision system performed excellent color recognition and key error prevention, with a detection rate of 99.8%,” said the Austrian field engineer. LED light brightness color difference is not obvious, the human eye can not identify and locate, and In-Sight vision system can easily solve these problems."
“The In-Sight vision system has brought us great surprises. It can detect accurate and effective RGB color values within a controlled tolerance even in very low contrast situations.” He emphasized, “In-Sight Vision The system comprehensively solves the problem of misjudgment of manual inspection, which improves the efficiency and output of the company's production line. In later projects, we will also recommend Cognex products."
image
The In-Sight vision camera is mounted on the tooling equipment table to mount the in-position trigger camera for inspection.
On April 22, network activity named "FAST 2015 -! OPEN DAY" was launched by a brand LED high-power outdoor lighting manufacturer- Shenzhen Lead Optoelectronics Technology Co., Ltd.(Chinese name is...
Recently, the world's leading watch brand Hublot and brand ambassador, legendary track and field athlete Usain Bolt hand in hand into Kyoto, the ancient capital of Japan, with passion to ignite...
This article is reproduced, does not represent the world position of million table.
After two years of breakthrough in the laboratory's light efficiency of 200 lm/W, Cree has finally produced the series of LED chips with 200 lumens per watt at the end of 2012, and officially...
Email to this supplier
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.